V3 注射針の精密製造プロセスの分析 — マナーテクノロジーが産業オートメーションのコアコンポーネントをどのように作成するか
May 05, 2026
食品やタバコなどの急速に変化する消費財の自動生産ラインでは、フレーバーやフレグランスを正確に注入することが、製品の一貫した品質を決定する重要な要素となります。{0}自動注射ロボットの中核となるエンドエフェクターとして、V3 注射針は、微量液体原料 (エッセンシャル オイル、植物抽出物、食品グレードの香料など) を指定されたキャリアに正確に供給する役割を担っています。-その性能は、射出の精度、効率、信頼性に直接影響します。 -高精度金属加工の深い専門知識を備えた Manners Technology は、-ミクロン-レベルの成形からナノメートル-スケールの表面仕上げ-まで、このコアコンポーネントに完全な製造ソリューションを提供し、世界のハイエンドオートメーション機器のサプライチェーンにおいて不可欠な精密製造パートナーとしての地位を確立しています。-
I. コア構造: 「デュアルホールニードルチップ」と「全ネジ六角ベース」による機能統合
V3 注射針はコンパクトでありながら、高度に統合された機能コンポーネントです。その設計は、接続の安定性、射出精度、耐久性、清潔さなど、自動生産における主要な問題点に対処します。
全ねじ六角ベースベースはASME B1.21M規格に準拠したネジ山を備え、六角形に加工されています。この設計により二重ロックが可能になります。ねじ山が強力な軸方向のクランプ力を提供し、六角形のバヨネットが機械の動作中に発生するねじれトルクに完全に抵抗します。これにより、操作中のニードルの偶発的な緩みや回転が防止され、注入ポイントの絶対的な固定が保証されます。-繰り返しの位置決め精度の機械的基盤となります。
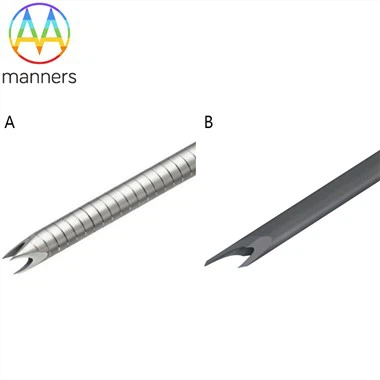
デュアルホール針先設計これはV3針の技術的本質を表しています。単純な単一の穴の代わりに、針の先端には、精密な計算と機械加工によって形成された 2 つの対称または特別な角度を付けた微細穴があります。-。この設計により、液体排出中の流れ場が最適化され、注入された液体 (特に高粘度の抽出物やエッセンシャル オイル) のより均一な分布と安定した噴霧または噴射が保証されます。-単一穴設計にありがちな滴下、飛沫、方向のずれがなくなり、噴射の均一性と制御性が大幅に向上します。{6}}
II.コア成形プロセス: スライド主軸台精密旋削加工とロータリー スエージング加工の究極の組み合わせ
ステンレス鋼の棒材をこのような精密な部品に変えるのは、Manners の中核となる製造能力にかかっています。
シチズン Cincom L12-1M7 スライド主軸台旋盤: ベースの「マイクロ スカルプター」精密加工の第一関門は六角台座の加工です。マナーは日本式を採用シチズン Cincom L12-1M7 スライディングヘッド自動旋盤細いシャフトや小径部品向けに特別に設計されています。-その主な利点は次のとおりです。
超-高精度: 位置決め精度は ±0.01 mm、角度公差は ±0.1 度で、ねじ精度、六角対称性、およびベース-と針管接続データムの直角度を保証します。-
単一クランプ、完全な加工: 二次スピンドル システムと複数の電動工具を装備し、外径旋削、六角フライス、穴あけ、タッピング、バックフォーミングなどのすべてのプロセスを 1 回のセットアップで実行します。{0}{1}これにより、最終製品の同心性と幾何公差を確保するために重要な二次的なクランプ誤差が排除されます。得られる表面粗さは次のとおりです。Ra < 0.4 μm、その後のレーザー溶接に理想的な合わせ面を提供します。
2 つのダイロータリー スエージング: 「機能的な」針先の成形針先の成形{0}、特に二重-穴構造-はロータリー スウェージに依存します。マナーでは、ツー-ダイロータリースウェージングマシンこれは 2 つ(またはそれ以上)のダイスを介して動作し、ブランクが回転して軸方向に送りながら、高速で同期した往復ラジアル ハンマリングを実現します。{0}
プロセスのワークフロー: ステンレス鋼管が回転し、ダイスの中を進みます。連続的なハンマリングにより金属の塑性流動が誘発され、チューブの外径が均一に減少し、肉厚が増加し、徐々に端が閉じられて、あらかじめ設定された先端形状に鍛造されます。
技術的な利点:
高い精度と一貫性: 優れた再現性で複雑な先端形状を形成し、すべてのニードルにわたって一貫した流れ特性を保証します。
優れた金属粒子構造: スエージングにより、コンポーネントの輪郭に沿って連続した金属繊維が維持され (繊維を切断する機械加工とは異なり)、チップの強度と耐疲労性が向上します。
デュアルホール構造の実現: 正確に制御されたスエージングにより、チップの成形中または成形後に、設計に準拠した 2 つの微細穴を正確に開けることができます。{0}{1}{0}{1}
Ⅲ.高-接合: レーザー溶接とマーキング
別々に加工された基部と針先を一体化するには、高強度、最小限の変形、清潔さを実現する接合方法が必要です。マナーセレクトレーザー溶接.
高いエネルギー密度、最小限の熱影響: 集束されたレーザービームは、ミリ秒単位で金属を局所的に溶かし、融合させます。集中した入熱により、熱の影響を受ける部分が非常に小さくなり、溶接変形が無視できるようになり、針(特に繊細な先端)の元の精度と機械的特性が維持されます。-
高い溶接強度、溶加材不使用: レーザー溶接は、深さ対幅の比率が高く、通常は母材金属と同等の強度を備えています。--自己溶接プロセスとしてフィラー ワイヤは必要ないため、不純物の混入を防ぎ、食品および医薬品用途に重要な成分の純度を確保できます。-
溶接後、-レーザーマーキングベースに「V3」の識別子を永久的に刻印します。この非接触マーキング方法は耐摩耗性と耐腐食性があり、製品に永続的なトレーサビリティを提供します。
IV.性能とライフサイクル保証: 表面処理の「三部作」
食品産業は、酸、アルカリ、塩、油、その他の媒体にさらされる複雑な環境を伴います。したがって、V3 注射針の長期にわたる信頼性の高い動作と衛生基準の遵守を確保するには、表面処理が不可欠です。-
電解研磨(ASTM B912 規格による) このコンポーネントは電解質溶液中でアノードとして機能し、電解質の溶解により微細な表面突起 (より高い電流密度領域) が優先的に除去されます。このプロセスには、次の 3 つの重要な利点があります。
鏡面平滑性:表面粗さを大幅に低減し、鏡面仕上げを実現します。滑らかな内腔により、液体残留物や微生物の増殖が最小限に抑えられます。滑らかな外面により掃除が容易になり、相互汚染のリスクが軽減されます。-
微小欠陥の除去-: 機械加工による微細なバリや亀裂を除去し、疲労強度を高めます。-
耐食性の向上: より均一でクロムが豊富な不動態皮膜を形成し、その後の不動態化の基礎を築きます。{0}}
不動態化電解研磨された部品はクエン酸または硝酸溶液に浸漬されます。これにより、表面からすべての遊離鉄イオンが除去され、ステンレス鋼上に完全な酸化クロム保護層の形成が促進されます。この不活性不動態皮膜は電気化学的腐食(錆び)に対する主な障壁となり、湿気の多い塩素を含む環境での長期安定性を確保します。--
超音波洗浄すべての機械加工および処理プロセスの後に、最終的な徹底的な洗浄が実行されます。高周波音波(40,000 Hz)は洗浄液中に「キャビテーション」を生成し、崩壊して衝撃波を放出するマイクロバブルを生成します。-これらはコンポーネントのあらゆる隙間や微細孔に浸透し、グリース、研磨剤の残留物、金属粒子、その他の汚染物質を強力に除去します。その結果、医療/食品グレードの清浄度基準を満たす製品が生まれました。-
V. プロセス全体にわたる品質管理
マナーズの生産システムは、ISO 9001:2015 および ISO 13485。品質管理は最終ステップではなく、すべての段階に統合されています。原材料投入時の材料証明書の検証、旋削とスエージング後の工程中の寸法検査(ピン ゲージ、キャリパー、プロジェクターを使用)、レーザー溶接の非破壊検査、針先と 2 つの穴の最終拡大検査-です。すべてのプロセスパラメータは、検証され文書化された作業指示によって管理されます。製品のすべてのバッチには、完全で追跡可能な製造記録が付いています。
結論
V3 注射針の製造過程は、1 本のステンレス鋼棒から始まる「変革」であり、一連の最先端の精密プロセスによって実現されます。- Manners Technology は、高精度のスライディング主軸台旋削、高度なロータリー スエージング、クリーンなレーザー溶接、科学的な表面処理をシームレスに統合することにより、物理的なコンポーネントだけでなく、精度、信頼性、清浄性、耐久性に対するインダストリー 4.0 の自動生産の厳しい要求を満たす信頼性の高いエンドエフェクタも作成しました。-これは単なるフレグランス注入ツールではなく、ハイエンド産業用部品分野における中国の精密製造能力の小宇宙であり証拠でもあります。{7}}