V3 輸液針のメーカーがナノスケールの製造プロセスを通じて工業用輸液の究極の精度をどのように達成したかを明らかに
May 24, 2026
V3 注入針のメーカーがナノスケールの製造プロセスを通じて工業用注入の究極の精度をどのように達成しているかを明らかにする
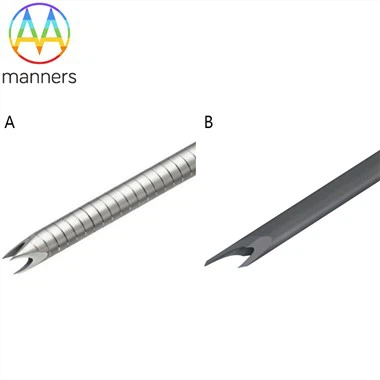
現代の自動化生産では、精度が効率と品質を測定するためのゴールドスタンダードとして機能します。注入ロボットがマイクロレベルの香味物質を食品やタバコ製品に毎秒数回の頻度で注入する場合、最終的な効果の一貫性は、材料と直接接触する針の先端に完全に依存します。 V3 注入針のメーカーはこのことをよく知っています。彼らは、輸液針の製造を巨視的な機械加工から、マイクロメートル、さらにはナノメートルスケールでの物理的形状の絶対的な制御まで高めました。この制御は、ハート型旋削加工と回転鍛造という 2 つの中核となる精密製造プロセス-の完璧な相乗効果によって実現されます。-これにより、「精度」という抽象的な概念が、各 V3 針の完璧な幾何学的寸法と表面形態に変わり、自動化された生産ラインに「外科手術のような」正確な操作能力が与えられます。-
第 1 幕: 財団のアンカー - 心のこもった旋削による「絶対的な基準」の製造
点滴針の精度の旅は、機械に接続する「インターフェース」-から始まります。完全にネジが切られた六角形のベースです。このコンポーネントの中心的な使命は、クリアランスやたわみがゼロの強固な接続を確立し、機械のあらゆるマイクロメートルの動きがロスなく正確に針先に伝達されることを保証することです。これを達成するために、メーカーはセンターカット法を選択し、「微細加工の王様」として知られる日本のシチズン Cincom L12-1M7 マシンを採用しました。-従来の旋盤とは異なり、機械加工のプロセスでは、主軸がワークピースを保持して高速回転します。一方、工具は Z- 軸(縦方向)と X 軸(半径方向)で高度に同期された複合運動を実行します。この動作モードは 3 つの主要な精度の利点をもたらし、これらが集合的に V3 針のベースに作用します。
まず、比類のない同心性です。外周円、ねじ、端面加工の全工程がワークの1回のセットアップで完了するため、複数のセットアップによる累積誤差を完全に回避します。これは、ベースの回転中心線がプロセス全体を通じて一定に保たれ、その後の溶接後のニードル先端の同心性が基本的に保証され、位置ずれによる射出軌道の偏りが排除されることを意味します。
第二に、究極の寸法安定性があります。メーカーが定める±0.01mmの公差は毛髪の直径の7分の1です。 L12-1M7 工作機械は、精密なサーボ制御システム、熱変形補償技術、および超剛性構造を備えており、この公差を実現できます。特にメートルねじの加工では、各ねじ山の歯形角度、ピッチ、平均直径が厳密に制御され、射出成形機の界面との「スムーズな」噛み合いを確保し、理論上隙間のない「ぴったりフィット」感を実現し、均一な圧力伝達と漏れ防止の物理的基盤となります。 ±0.1度の角度公差により六角とレンチがぴったりフィットし、滑りのない強固な締め付けを実現します。
最後に、驚異的な表面の完全性があります。旋削加工後の表面粗さが Ra < 0.4 μm であることは、単に反射率が高いことを示しているだけではありません。顕微鏡レベルでは、ねじ山の側面がより滑らかであるということは、摩擦係数が低くなり、力の分布がより均一になることを意味し、長期にわたって摩耗が減少し、金属破片の発生の可能性が最小限に抑えられます。この表面品質は、後続のレーザー溶接および電解研磨プロセスを完全に効果的に行うための前提条件です。